A Blog About Understanding The Toyota Production System and Gaining Its Full Benefits, brought to you by "The Toast Guy"
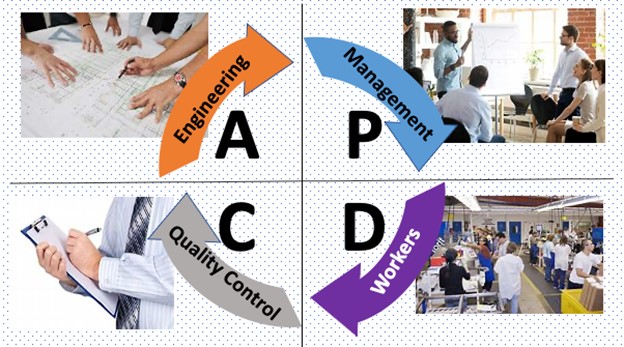
PDCA – Plan, Do, Check, Act (or Adjust) — is one of those acronymic concepts that regularly finds its way into Lean discussions. Descended from Francis Bacon’s scientific method (hypothesis, experiment, confirmation), PDCA has become a ubiquitous catchword for business process improvement. From standardization and problem solving on the front line to iterative product and process design to Hoshin, this approach is the engine for continuous improvement. But like many Lean concepts, when layered over a traditional organizational structure, PDCA can fall far short of its promises.

My initial exposure to the concept, Shigeo Shingo’s Zero Quality Control: Source Inspection and the Poka-Yoke System offered an unusual, non-technical insight into PDCA. Referring to the concept in the context of quality improvement as “informative inspection,” Shingo posed a couple of critical questions:
- How rapid is the feedback? and
- Who is involved?
Traditional feedback loops were gated, according to Shingo, by a Quality Control function, a group of subject matter experts “enshrined on a lofty mountain” far away from the “Production Village.” Several outcomes of this approach were:
- Checking (inspection) was a batch process, separate from production, with all of the batch’s attendant delays. Information was yesterday’s news by the time it reached the lofty mountain. Whatever conditions may have caused a non-conformance were lost in time.
- The person’s doing the Checking were remote from the workers, both physically and interpersonally. Division of labor became implicitly unequal: thinkers and doers.
- The Doers in Production Village, no longer had responsibility for quality and often no longer had even the capability to Check.
Regrettably, these outcomes noted by Shingo in 1985 are still commonplace today. As a consultant, I regularly observe long delays to set-ups caused by remote first-piece inspections and worse – forensic root cause analysis initiated long after defects are created. But worst of all, the folks closest to the problems are not at the table. When PDCA meets silos, it too becomes siloed. Information from production to QC flows through a semi-permeable boundary, one-way at best and subject to bias and conjecture. Not a very favorable environment for problem-solving.
Similar boundaries between production and engineering also obscure opportunities for process improvement. In a social model where production workers are doers and engineers are thinkers, the most critical process information is often lost. An engineering manager once remarked to me “If all employees were engineers, we wouldn’t need mistake-proofing.” Shingo spoke to this kind of silo as well, coining the term “table engineers” to describe engineers who just sat around a table to solve problems – no interaction with the floor. These kinds of social barriers dwarf the technical challenges to effectively applying PDCA.
At the executive level, strategy deployment often only feeds forward only and then typically only to middle managers. In this case, the silos are vertical as well as horizontal. Eli Goldratt likened this approach to a game of chess where the players were in a different room from the chessboard and can not see their opponents’ moves. Check and Adjust steps are not even possible. And the Doers — employees who must implement — are frequently not even aware of the big picture. Small wonder that the deployment aspect of strategy deployment is frequently lackluster.
In fact without acknowledgement of traditional organizational boundaries and application of intentional feedback loops, PDCA can be short-circuited between any two disciplines yielding only the appearance of science. The problem to solve is not technical. As Steve Covey noted,
“A cardinal principle of total quality escapes too many managers: you cannot continuously improve interdependent systems and processes until you progressively perfect interdependent, interpersonal relationships.”
Where are your PDCA boundaries? Are they barriers or intersections? How are the interpersonal relationships? Do pecking orders short-circuit PDCA? What systems do you employ to foster the free flow of information? Please share a thought.
O.L.D.

PS I don’t know about you, but I personally am looking forward to “Getting Back to the Future” and seeing old friends and new, at the 17th Annual Northeast Lean Conference – LIVE & IN PERSON – in Springfield MA on October 6-7, 2021. Registration is open and there’s an early bird rate in effect until the end of July. Trust me, it’s a bargain. There will be four tracks, four super keynotes, dozens of presentations that will educate and inspire you and your whole team, plus benchmarking in the Community of Lean Lounge and networking at our Lean After Dark social event. Will you join us?